
产品展示
新闻资讯
联系我们
手机:18739187123
电话:0391-7588881
邮箱:970512272@qq.com
地址:武陟县大虹桥乡安张村阳魁路中段南侧70米

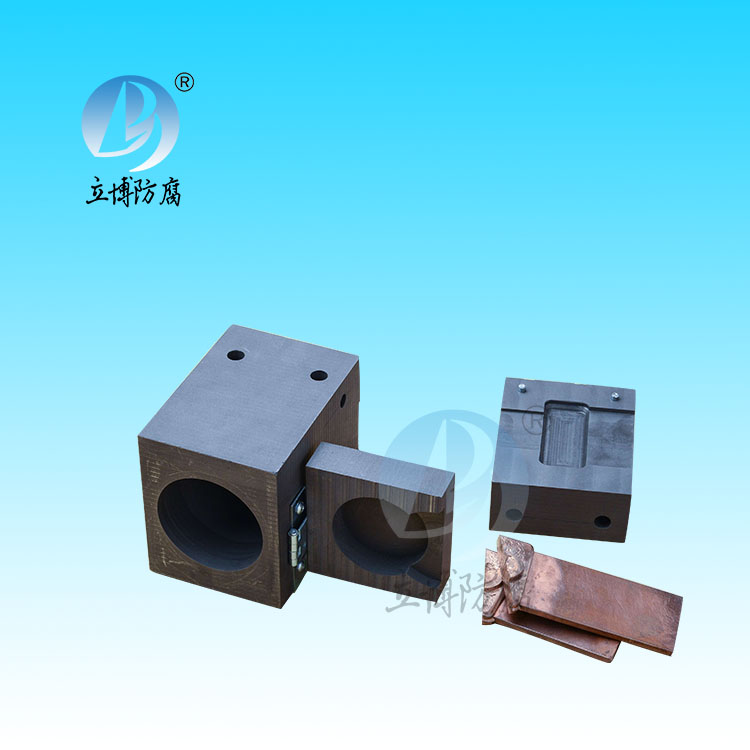

铝热焊剂模具
产品类型:铝热焊剂系列
产品特点:可焊接6平方,10平方,16平方,25平方等多种规格的电缆线。
发布时间:2023-06-16
铝热焊是利用金属氧化物和金属铝之间的放热反应所产生的过热熔融金属来加热金属而实现结合的方法。该焊接工艺操作简单,不需要外部电源和热源,而且焊接成本低,质量稳定可靠,非常适用于野外电缆及其他金属构件的焊接操作,本说明书涉及的产品适用于阴极保护系统安装过程中铜芯电缆与钢结构焊接或铜芯电缆之间的连接。
产品类型:铝热焊剂模具
焊模用途:焊模用于焊剂与电线焊接到钢管上的的工具。
产品规格:可焊接6平方,10平方,16平方,25平方等多种规格的电缆线。
铝热焊套装工具:
铝热焊是利用金属氧化物和金属铝之间的放热反应所产生的过热熔融金属来加热金属而实现结合的方法。
该焊接工艺操作简单,不需要外部电源和热源,而且焊接成本低,质量稳定可靠,非常适用于野外电缆及其他金属构件的焊接操作,本说明书涉及的产品适用于阴极保护系统安装过程中铜芯电缆与钢结构焊接或铜芯电缆之间的连接。
铝热焊接工艺介绍:
铝热焊接创始于19世纪末,当时H.戈德施密特发现铝粉与金属氧化物可由外部热源使之开始放热反应,且一旦反应便可自行持续,这一反应的通式为:
金属氧化物 + 铝(粉)→ 氧化铝 + 金属 + 热能
铝热熔焊主要可焊接纯铜、黄铜、青铜、紫铜、铜包钢、纯铁、不锈钢、锻铁、镀锌钢铁、铸铁等。
铝热焊接的特点和优点:
焊接点的电流截流量和导线相等;
焊接点是永久性的,不会因松动或腐蚀造成高电阻;
焊接点像铜一样,而比铜本身更加坚韧,且不受腐蚀性产物的影响;
焊接点能经受反复多次的大浪涌(故障)电流而不退化;
焊接操作方法简单,容易上手;
设备轻便,携带方便;
焊接时,不需要外接电源或热源;
从外观便能核查焊接的质量;
可用于焊接铜、铜合金、镀铜钢、各种合金钢包括不锈钢及高阻加热热源材料。
铝热焊接工艺的要点
1 影响焊接效果的因素
一个良好的焊点表面丰满光亮、没有气孔、夹渣,切开后其剖面成一整体无气孔与瑕疵。影响到焊接效果的最主要原因是湿气或水气,由于模具、焊粉及被焊接物内均可能吸附水分,因此如何防止或驱除水气,是焊接时必须采取的最重要步骤。
另一影响焊接效果的因素是模具及被焊接物的清洁程度,如被焊接物表面的尘土、油脂、氧化物或其它附着物必须清除,使其洁净光亮后才可进行焊接作业,否则焊接后的焊点的导电性能与机械性能将受到影响。如果模具内遗留的残渣不完全清除,将造成焊点表面不平滑、不光亮。
综上所述,注意要点:1、驱除水气(可用喷灯烘烤),2、清洁被焊接物,3、清洁模具
2 焊粉应用时注意事项
(1)、每包焊粉对应一个焊点,焊粉牌号需与模具相对应,使用前需仔细对照确认。
(2)、焊粉出厂时对于其防潮已采取多层保护,但建议妥善保存避免受潮。

铝热焊连接使用前的准备工作
每次开工前用加热工具(喷灯或烘干箱)烘烤干燥模具,驱除水气。
每次使用完后清洁模具,用软毛刷或其它软性物品,避免损坏模具。
检查模具接触面的密合度,防止操作时铜液从缝隙处渗漏出来。
模夹是用于开合模具的,模夹的紧密度对焊接的效果有影响,请在焊接开始之前认真检查模夹,并做适当调整。
模具由石墨做成,比较脆弱,无法承受抛甩与强力冲击,故不可将超出模具尺寸的焊接物强行放入模具,或使用坚硬的物质和工具来清除残渣。
模具使用寿命一般可达50—100次以上。
|









 客服QQ
客服QQ